通过认证
通过认证
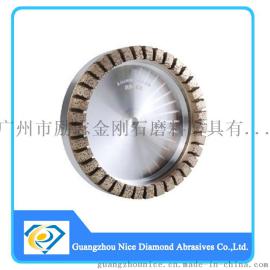
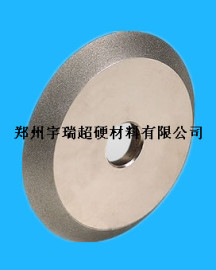
“20铬40铬内孔磨用陶瓷CBN内圆磨砂轮”参数说明
| 是否有现货: | 是 | 认证: | ISO9001 |
| 工艺: | 烧结 | 所用磨料: | 天然超硬 |
| 结合剂: | 陶瓷 | 类型: | 内圆磨砂轮 |
| 材质: | 氮化硼 | 形状: | 筒形砂轮 |
| 品牌: | 中拓 | 加工定制: | 是 |
| 工作线速度: | 35m/s | 粒度: | 50-1000 |
| 适用范围: | 20铬40铬工件内孔磨 | 圆度: | 0.003 |
| 圆柱度: | 0.003 | 型号: | 多款供选 |
| 规格: | 多款供选 | 商标: | 中拓 |
| 包装: | 纸箱 | 产量: | 100000000 |
“20铬40铬内孔磨用陶瓷CBN内圆磨砂轮”详细介绍
河南生产超硬砂轮基地郑州中拓磨料磨具有限公司专业生产针对铬钢(20铬,40铬)柱塞工件内孔磨用陶瓷结合剂CBN立方氮化硼内圆磨砂轮(磨头)。
采用20或40铬钢材料做成型的柱塞可配套制作汽车发动机的液压挺杆。此种铬钢柱塞在内圆磨加工之前都会做热处理或表面碳氮共渗处理来提高铬钢工件表面的硬度。一般处理成型后内孔壁的硬度在HRC50度以上。然后再用数控半自动或全自动的磨床进行粗磨和精磨加工内孔。
目前多数工厂车间加工此类工件内孔用的大都是刚玉类的砂轮进行磨削。刚玉砂轮磨硬度较高工件通常会存在几个问题,一是刚玉砂轮损耗过快,需要频繁修整和对刀。二是刚玉砂轮磨出来的成品批次尺寸圆度不一致,后期成品配合会有间隙误差。
现介绍下陶瓷CBN磨头使用方法。CBN砂轮经过模具压制,高温成型后再与刀柄用特制的胶水粘接在一起。胶水干透后用外圆磨床或工具磨床磨圆。客户装配到数控磨床后需要用金钢笔(注意要用天然的单颗粒或多颗粒钻石做的金钢笔,不能使用人造的金钢笔)修整砂轮的外圆,修整量不要过大,跳动修到位即可。修整过程中砂轮主轴的转速要降低,主轴转速过高会加快损耗金钢笔。磨削过程中需要加油质的切削液来冷却和排屑。陶瓷CBN内圆磨砂轮的特点是修整频率低,形状保持性好,批次柱塞零件内孔加工出来的精度一致,后期配合成品不会有间隙。
液压挺杆工件粗磨和精磨最好分开,我们建议粗磨过后留0.02毫米(单边)以内的余量给精磨工序。最后尺寸到位后内孔的光洁度可以达到Ra0.2左右。我工厂生产的此类陶瓷CBN磨头都是根据不同的磨床工艺和需加工孔大小定制的。首次客户可以免费打样(刀柄客户提供),有技术和工艺方面的问题请来电来图纸洽谈业务。